Projects id Formidable Social Challenges Aluminum Wiring Harness: Key Factor in Change of Automobiles and Auto Future
Working toward Ensuring Reliability of Aluminum Wiring Harnesses Mission to achieve the compatibility between strength and conductivity
Throes of developing a new aluminum alloy
Aluminum has a lower conductivity than copper. To reduce electrical resistance to the same level as copper, therefore, it was necessary to increase the cross-sectional area of the wire, which in turn had an adverse effect on weight reduction. Otsuka and his team members conducted a study of the physical properties of materials that allow aluminum wires with a maximum cross-sectional area of 0.75 mm2 to replace conventional standard copper wires for low voltage with a cross-sectional area of 0.5 mm2. The realization of a new aluminum alloy that meets the abovementioned requirements can be achieved by adding optimally suited elements. The deliberate study made in collaboration with the Energy and Electronics Materials Laboratory of Sumitomo Electric found that adding iron (Fe) was effective in improving strength while controlling reduction in conductivity.
In tandem with the development of the new aluminum alloy, a study of mass production started. “In the first place, aluminum is a material with lower strength than that of copper when the same cross-sectional area is compared. I wondered if the achievement in the laboratory could be applied to actual mass production in factories. For the three steps of the wire production process, or wire-drawing, stranding and extrusion, we were principally concerned about wire breakage. We worked toward the achievement of high productivity in terms of copper wires by lowering tension and friction in each production step” (Osamu Okamoto, Exective Engineer, Electric Wire & Cable Group, Sumitomo Wiring Systems).

Executive Engineer, Electric Wire & Cable Group, Sumitomo Wiring Systems
“Elemental wires used for electrical conductor wires have a diameter of 0.15 to 0.4 mm. These diameter values are extremely small for aluminum wires, resulting in an increase in the amount of added iron (Fe) for wire reinforcement. However, it turned out that increasing the iron content exacerbated workability during wire-drawing and stranding. Therefore, we explored potential materials for the second additive element that could increase the strength of the wires without hindering workability, when partially replacing iron” (Otsuka). Otsuka and his team members gave strength and conductivity, which trade off against each other, a second thought, determining that a decrease in conductivity was permissible to some extent. Comparative testing of elements revealed that magnesium (Mg) was the most suitable element. The optimum composition of aluminum (Al), iron (Fe) and magnesium (Mg) fulfilled both workability and performance, achieving tensile strength and conductivity exceeding the target levels.
One man had been patiently awaiting the completion of this new aluminum alloy: Hiroki Hirai, who was also an employee of AutoNetworks Technologies. Hirai took upon himself the responsibility of developing highly reliable terminals for wires made of aluminum, an element with which it is inherently difficult to achieve electrical connection.
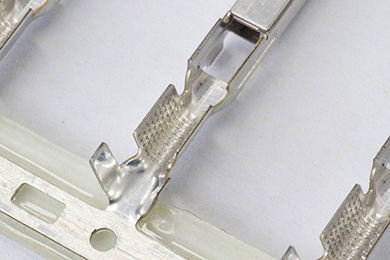

Serration inside the terminal is the key
Wiring harnesses run throughout a vehicle. The number of wires used in such harnesses reaches approximately 2,000 in some vehicle models. Needless to say, it is necessary for wiring harnesses to be connected to each other at various points inside the vehicle. Wiring harnesses are connected by inserting connectors engaged with the terminals of wires through a technique called “crimping.” Crimping is a method used to connect wires to a terminal by physically applying pressure, ensuring electrical connection and wire retention. The establishment of a crimping technique to connect aluminum wires to a terminal was what Hirai focused on to expand the use of aluminum wiring harnesses.
“The material properties of aluminum were considered to exert influence on crimping. Aluminum is an inherently difficult material with which to achieve electrical connection because it is covered with a hard layer of electrically insulating oxide. Therefore, to ensure electrical connection, it was necessary to break this hard insulating oxide layer, which was the most significant challenge we faced. While tacking this issue, I focused my attention on serration of the terminals” (Hirai).
Serration is a series of notches formed on a crimp terminal in a portion where the terminal is connected to wires. Serration provides edges to prevent the disconnection of wires after crimping. It turned out that serration made a significant contribution to ensuring the stability of electrical connection between a terminal and aluminum wires by breaking the surface oxide layer. Hirai’s experiment was unique. He conducted simulation testing by employing a method that can be called “visualization” of the aluminum oxide layer: compressing a mock wire made of clay coated with paint, which serves as an oxide layer, by using a simulation terminal. The results of the testing showed that significant deformation of clay and breakage of the painting layer occurred in the vicinity of the serration. “Additional load application to this portion enables fresh metal surfaces of the wire and terminal to cohere (tin adheres to the aluminum wire), ensuring electrical connection. In addition to simulation testing by using clay, we took various other measures, including computer aided engineering (CAE) analysis, precise analysis of the state of connection, and testing on more than 60 types of prototypes. Through these measures, we learned that, to ensure the required connection reliability, it was essential to increase the number of serrated edges at which the wires and terminals cohered. This finding was a key point in the development of the terminals” (Hirai).
The newly developed terminals have an increased number of serrated edges and widespread fine asperities to improve electrical connection and wire retention, respectively. It is also worthy of note that the ensuring of electrical connection has been achieved by making changes only to the serrated edges. This allows conventional terminal production assets to be used, making a worthwhile contribution to cost reduction. For mass production, in cooperation with the Connection Technology Department of the Component Business Unit in Sumitomo Wiring Systems, Hirai succeeded in ensuring the quality of the serration and its reliability in connection, including crimping. This terminal development followed by Hirai came to serve as one of the major factors in achieving product differentiation.
Meanwhile, we cannot discuss the development of aluminum wiring harnesses without mentioning the development of technology to prevent aluminum corrosion. This technology development fell under the responsibility of Yoshiaki Yamano, like Otsuka and Hirai, an employee of AutoNetworks Technologies.